
在上一篇文章《軸承如何安裝?軸承的安裝步驟簡介》中,我們介紹了軸承的安裝方法,不管是液壓機壓入或是通過熱裝插入,由于是手工操作的,故難免會對軸承的精度造成一些影響,那么有哪些影響,又該如何去彌補呢?
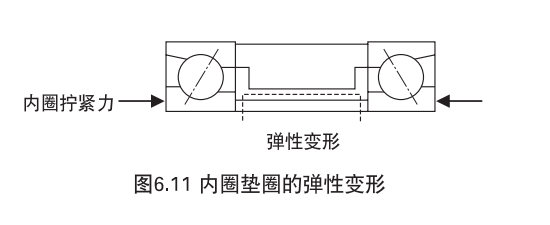
一、擰緊力導致的墊圈彈性變形
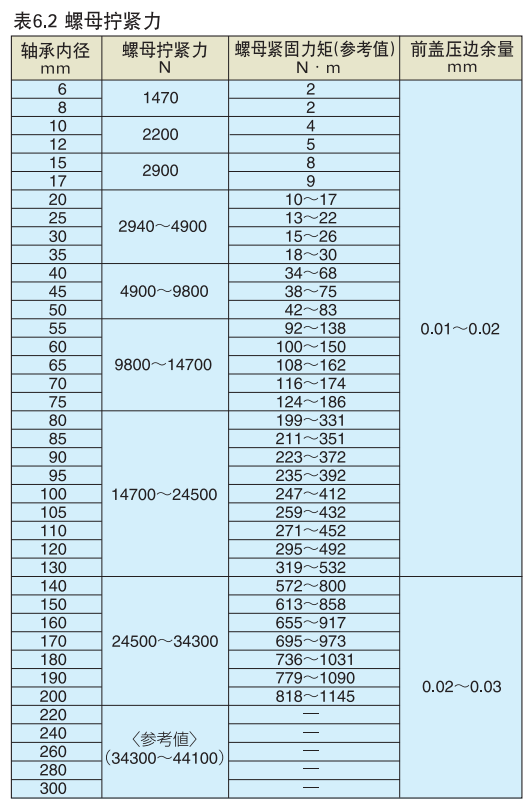
在主軸上固定角接觸球軸承時,用主軸軸肩和軸承螺母或用梯形套筒或兩者兼用方式擰緊固定軸承的內圈。 此內圈擰緊力會導致墊圈產生軸向彈性變形,使軸承的軸向游隙發生變化。特別是背對背組配的主軸軸承(DB,DTBT),由于內圈擰緊力會導致游隙變小,所以,可以推測組裝后的預緊量和運轉時預緊量會有所增加。對于內圈擰緊力導致的軸向變形,以往會考慮是內圈和內圈墊圈兩者的變形,但經過長期的實踐經驗,只需考慮內圈墊圈的變形即可。
墊圈的變形量通過根據彈性變形推出的變形計算公式進行計算。
= (P*L)/(A*E)
:墊圈的彈性變形量,單位mm
P:內圈擰緊力 N
L:內圈墊圈寬度 mm
A:內圈墊圈截面面積 mm2。
E:縱向彈性系數 210000Mpa。
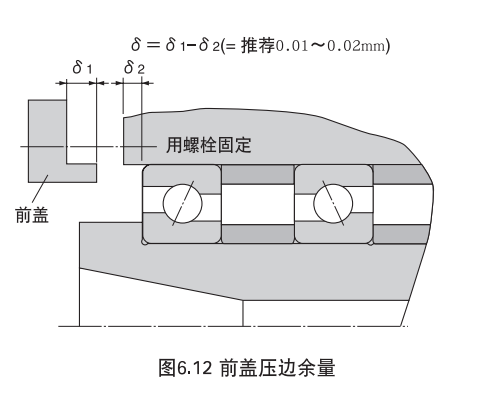
二、前蓋壓邊余量
在主軸上安裝和固定軸承時,通常在內圈側用梯形套筒或精密軸承螺母擰緊,在外圈側用螺栓固緊前蓋。在前蓋處固定外圈時要注意以下幾點:
1、用軸承箱擋肩和前蓋(主軸前部)擰緊固定軸承外圈。
2、前蓋需通過設在凸緣部的螺栓孔(6~8個)固定。
3、前蓋對軸承外圈壓邊余量的實績在0.01~0.02mm。
4、應注意,如果前蓋的壓邊余量大或擰緊螺栓數少,則會成為軸承滾道圈圓度劣化的原因。
5、為了不損壞外滾道面形狀,建議使用精度高的軸箱、采取過渡配合,并使用多個螺栓進行固定。
由于手工安裝,難免會產生游隙不合格的情況,因此二次調整軸承游隙便顯得至關重要。
三、圓柱滾子軸承的游隙調整
在數控機床和加工中心等機床主軸上使用圓柱滾子軸承,要使軸承內部游隙為0至負值時,通常使用內圈內徑表面成錐孔形的圓柱滾子軸承。
軸承內圈錐孔和主軸錐體相配合,然后再軸向進一步插入使軸承內圈膨脹,從而調整內部游隙。
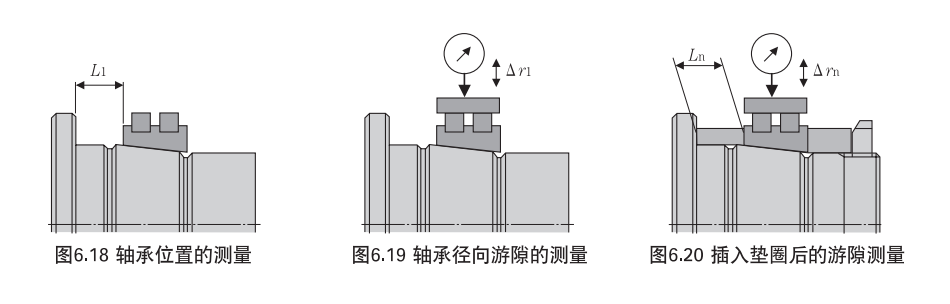
軸承內部游隙的調整,有根據各軸承的游隙測量 墊圈調整和直接通過內部殘留游隙調整規進行調整的兩種方法。
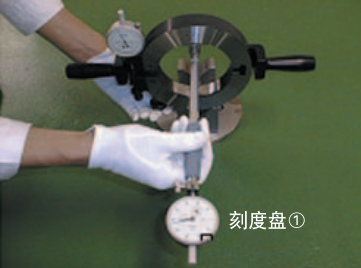
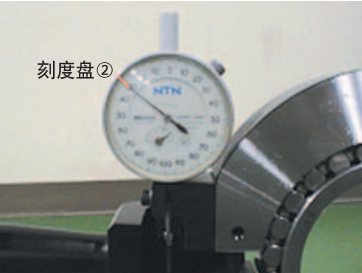
(1)內部殘留游隙量規
內部殘留游隙量規是采用可開合的圓環,以其內徑表面作為測量部分的工具。(測量部的游隙值與千分表的顯示值成一定的比例),其結構如下圖所示,由環規、千分表、附屬裝置等組成。固定鎖扣是在不使用內部殘留游隙錄規時,為防止因某些外力導致變形的工具。在測量時應卸下固定鎖扣。

(2)外圈溝槽(內徑滾道直徑)的測量
將軸承的外圈安裝到軸承箱內(軸承箱加熱后容易安裝)。
確認安裝到軸承箱內的外圈和內圈溫度是否相等, 用內徑千分表測量外圈的溝徑(內徑)。測定若干個點,將其平均值設定為內徑千分表刻度的0位置。

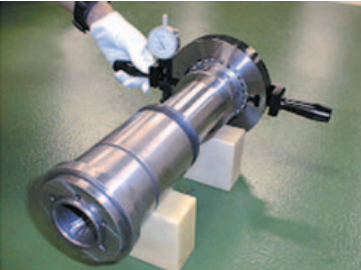
(3)將內部殘留游隙量規安裝在主軸上
將內圈安裝到主軸測量軸上,輕輕將軸端螺母擰緊。
擰緊游隙調整規的開關螺栓,使量規內徑膨脹。
使量規內徑膨脹0.15mm左右,在不損壞滾子的情況下將量規插人內圈滾子的外接部。
擰松開關螺栓后,量規內徑收縮。擰松開關螺栓,使量規內徑與內滾子外接部相接觸。
輕輕沿圓周方向晃動游隙量規,使千分表的指針趨于穩定。
(4)設定內圈游隙
在軸承不受沖擊的狀況下,鎖緊主軸的軸端螺母(精密鎖緊螺母)。鎖緊主軸的軸端螺母,直到游隙最規的刻度變為0 (目標游隙值為0um時)。在游隙量規的刻度為0時,再次慢慢晃動調整規,確認測量值是否正確無誤。鎖緊游隙調整量規的開關螺栓,使量規內徑膨脹,從內圈中拔出量規。
(5)確定墊圈寬度尺寸
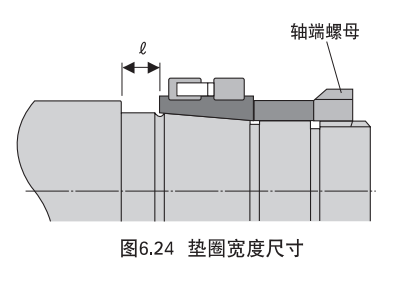
在游隙調整規刻度為0時的內圈位置上用塊規測量從內圈端面到軸肩的尺寸。測量3處以上的尺寸以其平均值為基準對墊圈寬面進行精加工。旋松主軸的軸端螺母(精密鎖緊螺母),從主軸上卸下軸端螺母、內圈墊圈和內圈。
(4)正確組裝及組裝后的內圈滾子外接圓直徑的再確認
放入按尺寸進行精加工的正規墊圈,放人內圈和組裝用墊圈,擰緊軸端螺母。將內部殘留游隙調整規設置到主軸上, 按與內圈游隙設定相同的步驟確認內圈滾子外接圓徑的尺寸,確認設定的游隙。本工序為再次確認作業,如果測量穩定,可省略。

(5)在內部殘留游隙調整規操作作業中的注意事項及保管
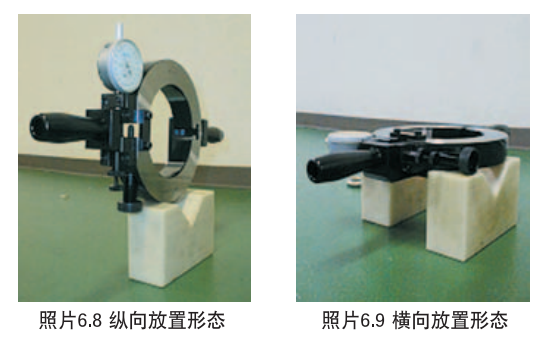
使用內部殘留游隙調整規時,在作業過程中和作業結束之后應注意以下幾點。在內部殘留游隙量規上設置內徑千分表測得外圈溝徑時,應在量規處于豎直狀態下進行作業。不適用內部殘留游隙調整規時,應橫放量規。另外,在作業結束之后,應對內部殘留游隙量規進行防銹處理,放在濕度低的場所進行保管。
(6)圓柱滾子軸承錐孔和主軸錐度
為了保證精密軸承的性能,必須把軸承正確安裝到軸和軸承箱上。特別是使用錐孔圓柱滾子軸承時,不僅要保證主軸錐度的精加工,還要確實保證與軸承錐孔之間的配合,這對保證主軸的高精度十分重要。為了確保高精度, NTN推薦使用加工為與軸承同等精度的錐軸用環規。另外,為了確認環規的精度,我們還備有相應的塞規。
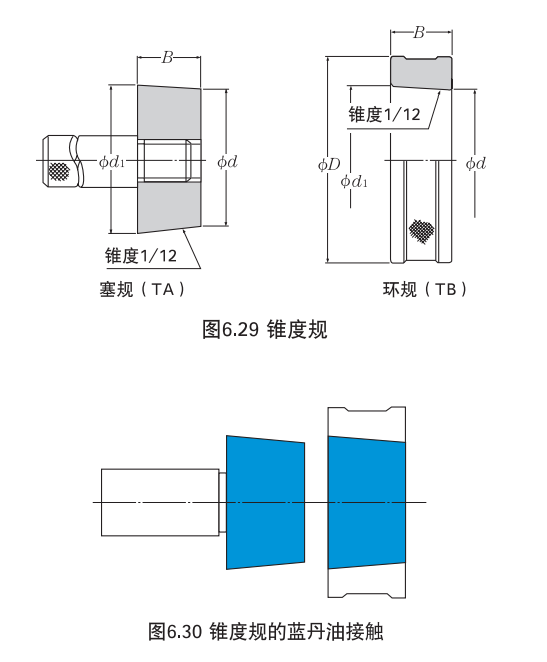
(7)精密圓柱滾子軸承用錐度規
NTN精密圓柱滾子軸承用錐度規由環規(雌規)和塞規(雄規)組成。
使用環規,用藍丹油控制與主軸錐面的接觸程度。主 軸和軸承的正確配合才能保證主軸的高精度。塞規用來確認環規的精度,使用塞規檢驗環規的錐度。
圓柱滾子軸承錐孔和塞規的藍丹油接觸試驗如下圖所示,通常采用小徑接觸(小徑側較強)。這是考慮到雙列圓柱滾子軸承內圈的正下方壁厚差的緣故。因為壁厚的小徑側較容易膨脹。
(8)通過主軸錐部環規進行控制
使用環規對主軸錐角進行控制時,應按下列步驟進行。
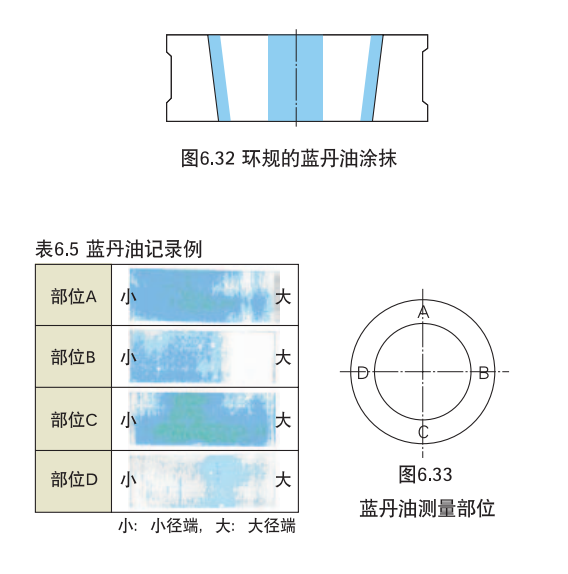
1、清洗環規的錐面后,在相對的4處薄薄地涂上藍丹油。
2、確認軸的錐面清潔后,輕輕插入環規。
3、輕輕轉動環規,感覺到轉動自如時從軸錐面拔出。
4、確認附著于軸錐面的藍丹油狀況。
此時,在附著的藍丹油上貼上透明膠帶,慢慢撕下。將透明膠帶貼在白紙上,確認藍丹油的附著情況。確認附著的藍丹油占全部面積的80%以上。
(9)主軸軸承的試運轉
主軸軸承采用脂潤滑時,為了使軸承能夠穩定運轉,需要進行試運轉。
試運轉有如下的方法。
2、以接近最大轉速旋轉1分鐘左右,并重復2-3次進行磨合運轉的方法。
雖然方法一隨溫升所造成的潤滑脂劣 化少,但是達到最大轉速需要較長的時間。另一方面,方法二雖可縮短磨合時間,但可能伴隨急劇的溫升,使潤滑脂劣化。