
安裝軸承前,應仔細清除軸、殼體、相關零件和安裝夾具上的所有污垢、毛刺、金屬屑等,檢查安裝部分的尺寸精度、形狀精度和粗糙度,確保其在公差范圍內,在軸承安裝準備工作完成前,應將軸承留在包裝中,切勿取出軸承。
在油潤滑的情況下,甚至在使用油脂潤滑的情況下,如果與防銹劑混合,有破壞潤滑劑有效性的危險,應在安裝前用清潔劑油去除防銹劑,如果計劃在清潔軸承后涂抹潤滑脂,則應在涂抹潤滑脂之前稍微干燥軸承,如果要將軸承插入軸或殼體中,則在插入時必須對軸承內外圈的整個圓周施加相等的壓力,在僅對一個零件施加力的情況下插入將導致環翹起到一側,如果對不插入的環施加力,則通過滾動元件施加載荷,這可能會使滾道表面凹陷,因此應絕對避免。
一、安裝圓柱孔軸承
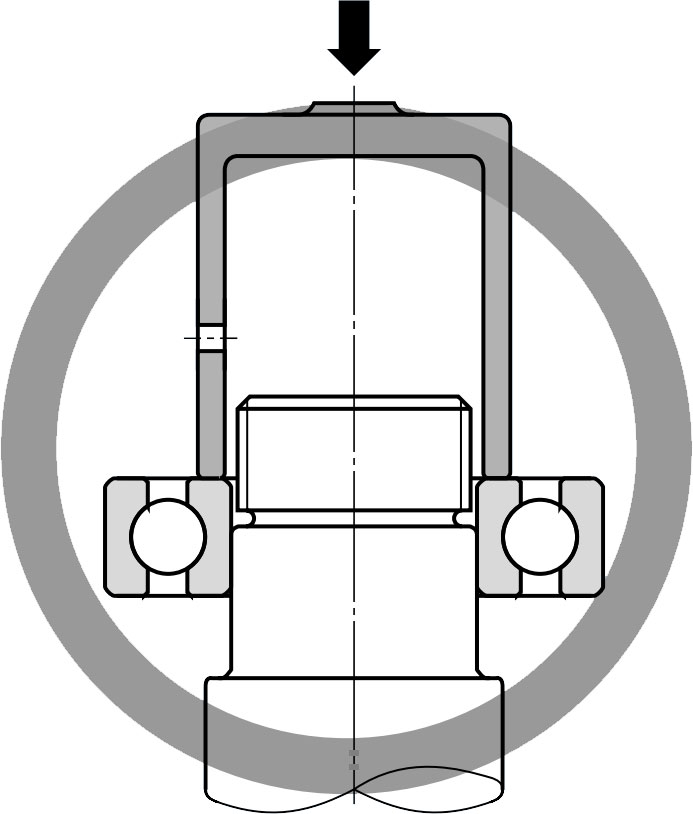
如上圖所示,通過將導軌定位在要裝配的軸承環邊緣,在向軸承的整個圓周施加相等負載的同時,將干涉相對較低的軸承壓入或錘入到位,如果同時安裝內圈和外圈,請使用金屬塊均勻壓入,如下圖所示。
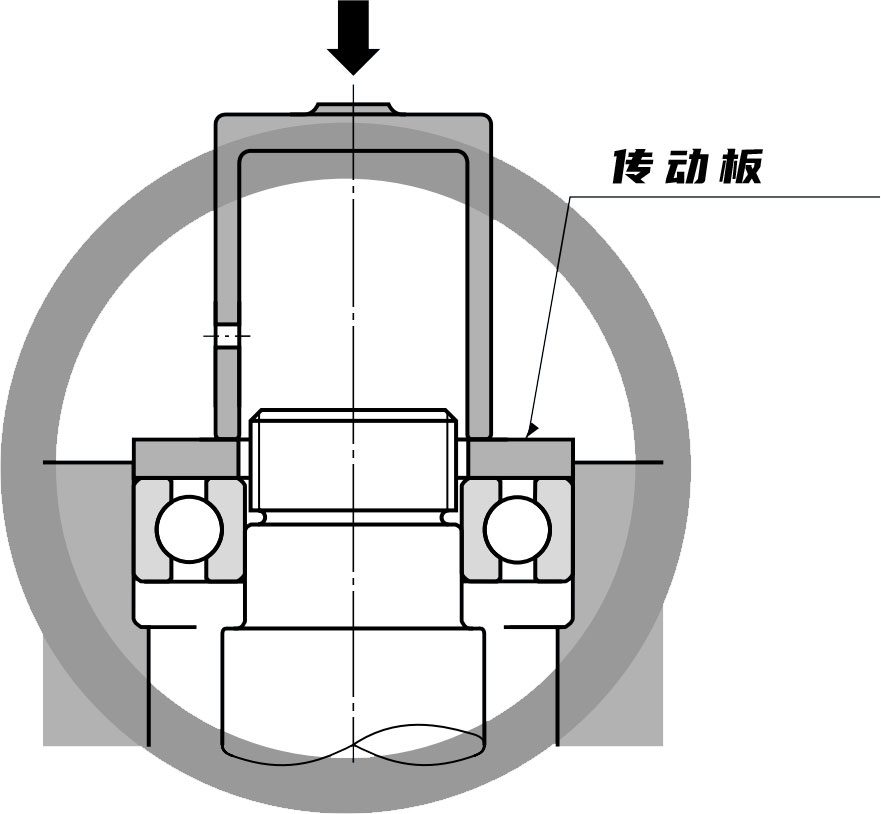
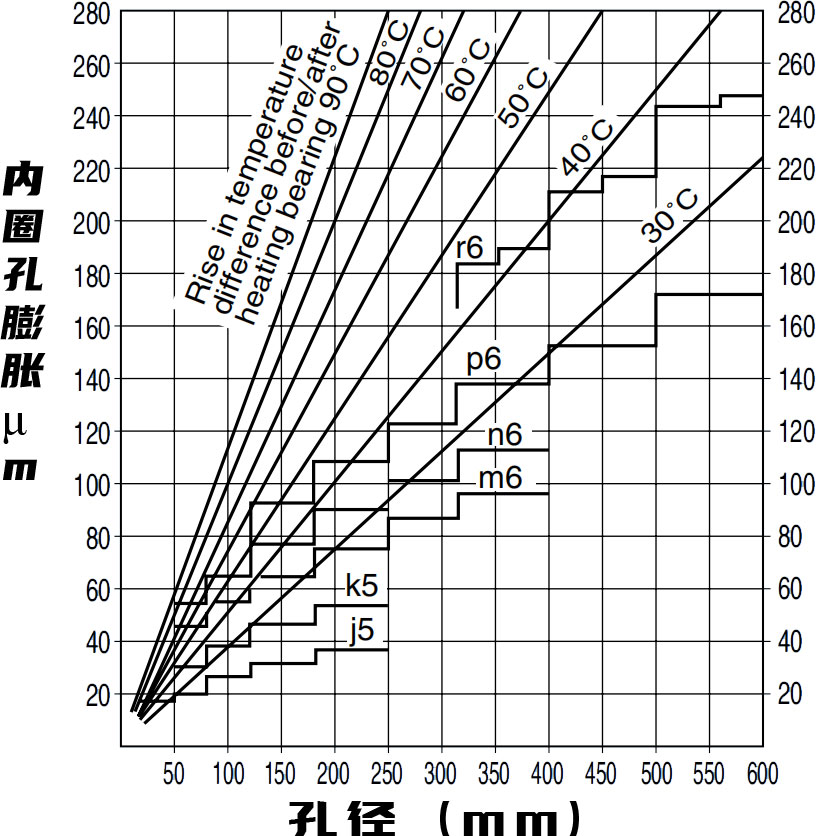
在任何一種情況下,開始安裝時都要小心軸承不會錯位。如果內圈過盈量較大,軸承一般會加熱,使內圈膨脹,很容易插入軸上,根據軸承孔溫差的膨脹量如下圖所示。
浸泡在干凈的加熱油中是加熱軸承的最常見方法(這不能用油脂密封的軸承來實現),還必須小心,不要將軸承加熱到120°C以上,除此之外,恒溫室中的空氣加熱,電感加熱器用于內圈分離(需要退磁),如圓柱滾子。將加熱軸承插入軸后,必須將內圈壓在軸肩上,直到軸承冷卻,以防止間隙擴大。
二、安裝圓錐孔軸承
錐形軸或緊定套/退卸套筒用于具有錐形孔的小軸承,軸承用鎖緊螺母打入到位,如下圖所示。
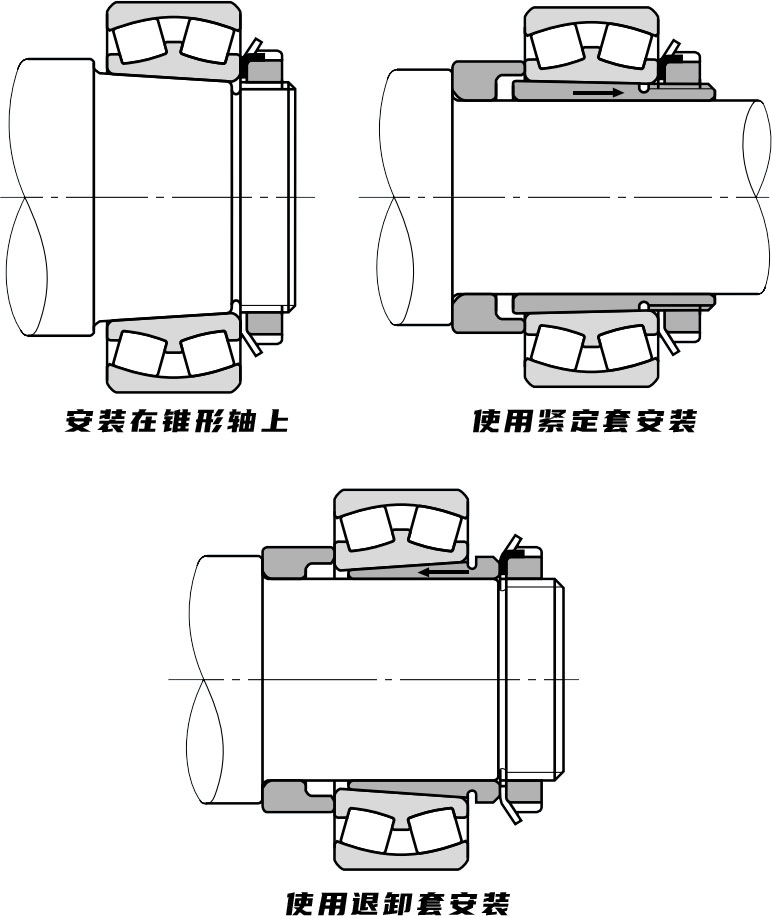
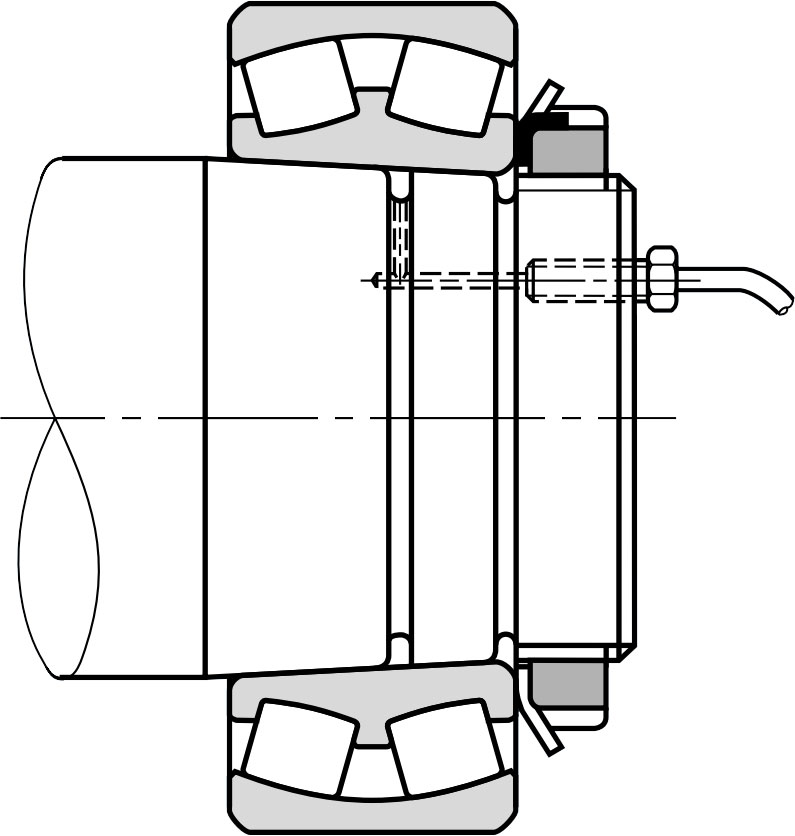
大型軸承需要很大的驅動力,并由液壓安裝,下圖顯示了直接安裝在錐形軸上的軸承,通過這種方法,高壓油被輸送到配合面(噴油),以減少配合面的摩擦和螺母的擰緊力矩,除此之外,可以使用液壓通過液壓螺母或套筒安裝軸承,在以這種方式安裝軸承的情況下,通過在軸向上驅動錐面,過盈量增加,徑向內部間隙減小,可以通過測量間隙減小的量來估計干擾。
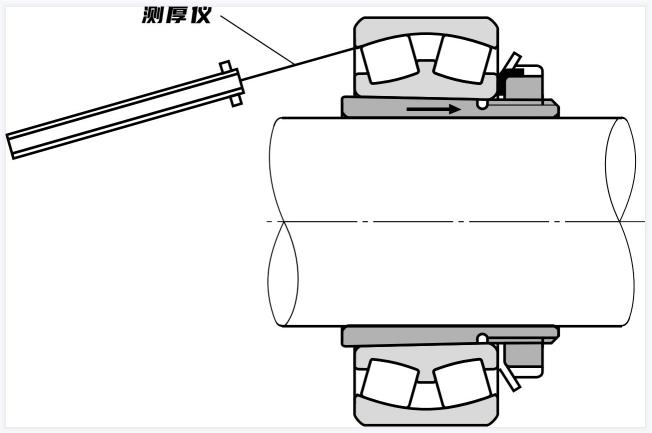
為了測量調心滾柱軸承的徑向內部間隙,應將滾子固定到正確的位置,并在沒有負載的滾子和外圈之間插入測厚儀,如下圖所示,此時,重要的是使用滾筒進行測量,也可以通過測量軸向驅動量而不是徑向內部間隙減小量來獲得適當的干涉。
三、安裝外圈
如果外圈過盈配合到殼體中,且過盈量較大,則根據殼體的尺寸和形狀,可以加熱殼體以容納外圈,但通常使用冷配合,使用這種方法,使用干冰等冷卻劑收縮外圈,然而,對于冷裝配,大氣中的水分往往會在軸承表面凝結,因此需要采取適當的措施來防止生銹和凍傷。